آماده سازی پارچه های پنبه ای برای فرآوری مرطوب
Preparation cotton fabrics wet processing

رنگرزی پارچه آخرین مرحله تولید پارچه در کارخانه ریسندگی و بافندگی است و پس از آن پارچه ها در بازار فروخته می شوند. رنگرزی پارچه بخش مهمی از فرآیند فرآوری مرطوب پارچه به حساب می آید. فرآوری مرطوب منسوجات را می توان به سه فرآیند تقسیم کرد: فرآیند آماده سازی، فرآیند رنگ آمیزی / رنگرزی و فرآیند پرداخت. در این مقاله قصد داریم تا در مورد فرآیند آماده سازی پارچه های پنبه ای برای رنگرزی صحبت کنیم.
آماده سازی مواد پنبه ای برای فرآوری مرطوب
پنبه بیشتر به شکل پارچه فرآوری می شود و به ندرت پیش می آید که به صورت الیاف فرآوری گردد. در این فرآیند ابتداً مقادیری از مواد پنبه ای به صورت نخ آماده شده و رنگ می شوند. مراحل مختلف فرآوری پارچه های پنبه ای در زیر نشان داده شده است.
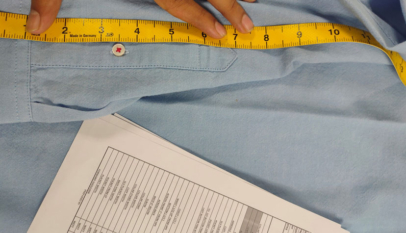
بازرسی و اصلاح (رفو)
پارچه های خام ابتدا باید از نظر مطابقت با استانداردها مورد بررسی قرار گیرند. آنها در قالب دسته بندی های متفاوت و زیادی طبقه بندی می شوند. پارچه های هر کدام از این دسته بندی ها از نظر پهنا و وزن در واحد طول مشابه هستند به گونه ای که می توان آنها را با یک روش فرآوری کرد. قسمت های انتهایی همه تکه پارچه ها با گره هایی دوخته می شوند که پس از پرداخت به راحتی قابل جدا شدن هستند. در برخی از واحدهای نساجی به منظور کاهش احتمال مندرس شدن پارچه، به جای دوخت پارچه از چسب یا مواد پیوندی دیگری استفاده می شود. پس از اینکه انتهای تکه پارچه ها به هم دوخته شد، پارچه به آرامی از روی یک میز بازرسی که دارای یک صفحه شیشه ای مایل است، عبور می کند. میز با یک لامپ فلورسنت که در زیر آن تعبیه شده، روشن می گردد. پارچه روشن شده از نظر وجود هرگونه عیوب مرتبط با بافت، آسیب های مختلف و غیره به صورت بصری بازدید می شود و عیوب آن با استفاده از قلم های رنگی مشخص می گردد. سپس پارچه علامت گذاری شده تا حذف انتهای نخ های تار پارچه یا چیدن نخ های پود رفو شده ابتدا شناسایی و سپس تعمیر می شود، و یا اینکه قسمت های آسیب دیده آن به کلی جدا گردد؛ زیرا در غیر این صورت ممکن است قسمت های مندرس پارچه به قطعات ماشین آلات گیر کنند و خسارات زیادی را به بار بیاورند.
علاوه بر ناخالصی های طبیعی، ناخالصی ها و آلودگی های زیادی به صورت تصادفی بر روی مواد اولیه می نشینند. یکی از انواع رایج این آلودگی ها، لکه های ایجاد شده توسط عوامل مختلفی است که به راحتی در قسمت های توکار قابل مشاهده هستند. بسیاری از این لکه ها باید به صورت مقطعی پیدا شده و توسط یک ماده پاک کننده موثر پاک شوند، سپس با آب و صابون کاملاً شسته گردند.
تراش سطح پارچه و پرزگیری آن
پس از بازرسی و اصلاح، ممکن است نخ های کوچک بیرون زده ای بر روی سطح پارچه باقی بمانند که مانع نفوذ رنگ در طی مراحل رنگرزی و چاپ می شوند. در ضمن شاید آنها با قطعات ماشین آلات درگیر شده و بدین وسیله باعث معیوب شدن پارچه گردند. این نخ های بیرون زده طی فرآیندی با نام تراش و پرزگیری برداشته می شوند؛ در واقع در طی این فرآیند، الیاف و نخ های بیرون زده سطح پارچه تراش خورده، سپس پارچه پرزگیری می گردد. در عملیات تراش سطح پارچه، پارچه ای خشک یا گاهاً مرطوب بین تخت یا میز تراش و دستگاه تراشی کشیده می شود که خود متشکل از یک سیلندر برشی و یک تیغه بزرگ افقی است. کار این دستگاه شبیه یک ماشین چمن زنی است.
فرآیند پرز سوزی
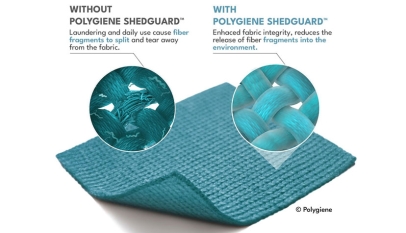
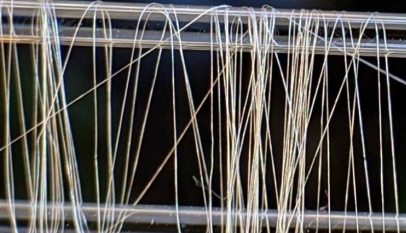
زمانیکه نخ از الیاف کوتاه ساخته می شود ممکن است دو سر الیاف در داخل نخ قرار نگیرند و به دلیل پیچ و تاب در هنگام فرآیند ریسندگی از سطح آن بیرون بزنند. در مورد نخ های چند رشته ای نیز گاهی اوقات ممکن است برخی رشته ها پاره یا بریده شوند و بدین وسیله از سطح نخ بیرون بیایند. پرز سوزی روش بسیار مناسبی برای از بین بردن الیاف بیرون زده از سطح پارچه است.
- ارزش بسیاری از مواد پنبه ای به دلیل ظاهر بسیار نرم آنها می باشد. زمانیکه پارچه یا نخ ساخته می شود به دلیل وجود نخ یا الیاف بیرون زده، سطح آن کرکی و پرزدار به نظر می رسد. الیاف بیرون زده قطعاً مانعی بر سر راه فرآیندهای رنگرزی و چاپ محسوب می شوند. فرآیند پرز سوزی برای کالاهایی که بعدها باید چاپ شوند لازم است.
- در مورد پارچه های مخلوط پلی استر / سلولز، پرز سوزی بهترین روش برای کنترل پرزهای سطح پارچه است. سطح این پارچه ها در صورت استفاده پرز می دهد و کرکی می شود. بعضی اوقات برای به حداقل رساندن پرز این پارچه ها، پرز سوزی مضاعف لازم است.
- این فرآیند برای همه پارچه ها ضروری نیست.
- هدف از پرز سوزی، سوزاندن سطح پرزهای بیرون زده از پارچه بدون سوزاندن یا آسیب رساندن به سطح پارچه است. در صورتیکه پرز سوزی پارچه به شکل درستی صورت نگیرد، ممکن است باعث ایجاد عیوب مرمت ناپذیری بر سطح پارچه گردد.
- قبل از پرز سوزی، پارچه باید کاملاً خشک گردد؛ زیرا پارچه مرطوب خیلی سریع تر از پارچه خشک می سوزد.
- اگر پرز سوزی سطح پارچه به صورت غیر یکنواختی صورت بگیرد، در هنگام رنگرزی رگه هایی در سطح پارچه به وجود می آید و یا در هنگام پرداخت پارچه خود را به شکل حباب هایی نشان می دهند.
- اگر پارچه به صورت درستی پرز سوزی نشود، مقاومت کششی تا 75% در جهت تار آن کاهش پیدا می کند.
- پارچه ای که قرار است پرز سوزی شود نباید حاوی نمک هایی باشد که اسید آزاد می کنند.
- پرز سوزی ممکن است باعث سفت شدن پارچه گردد و در نتیجه بر آهار پارچه اثر بگذارد؛ ضمناً شاید باعث ایجاد مشکلاتی در فرآیند آهار زدائی شود.
- در هنگام پرز سوزی پارچه های مصنوعی، الیاف بیرون زده ذوب می شوند و از شعله عقب می مانند، و به شکل مهره های کوچکی در می آیند. به منظور جلوگیری از ایجاد این مشکل، اینگونه پارچه ها باید پس از رنگرزی، پرز سوزی شوند.
انواع دستگاه های پرز سوزی که معمولاً مورد استفاده قرار می گیرند، عبارتند از:
- دستگاه پرز سوزی صفحه ای
- دستگاه پرز سوزی غلتکی یا سیلندر دوار
- دستگاه پرز سوزی گازی
امروزه دستگاه های غلتکی و صفحه ای تقریباً منسوخ شده اند، زیرا این دستگاه ها قادر نیستند تا سطح پارچه را کاملاً پرز سوزی کنند و غالباً باعث سفت شدن پارچه می شوند. اگر چه دستگاه های پرز سوزی گازی از مدت ها قبل وجود داشته اند، اما نوع و اندازه آنها برای استفاده در واحدهای فرآوری مناسب نبوده است. با ظهور واحدهای تولیدی گازی، روش های قدیمی پرز سوزی از رده خارج شده اند.
در ماشین های پرز سوزی گازی ابتدا باید پارچه برس کاری شود تا انتهای الیاف شل شده و از بدنه نخ بیرون بیایند؛ سپس پارچه از روی یک شعله باز عبور داده می شود و یا در معرض حرارت تابشی از سرامیکی که با گاز گرم شده قرار می گیرد. وقتی شعله با حرارت 1300 درجه سانتی گراد به پارچه سرد و مرطوب می رسد یک منطقه حائل بخار بین شعله و پارچه ایجاد می شود. ایجاد شدن این منطقه ممکن است مانع عملیات پرز سوزی گردد. پس شعله باید دارای انرژی مکانیکی و گرمایی کنترل شده باشد تا بتواند به سطح پارچه برسد. این وضعیت با تجزیه شدن پنبه در اثر حرارت پیچیده تر می گردد، ضمناً در مورد پلی استر نوع مشکل فرق می کند چرا که الیاف پلی استر گرماگیر هستند. الیاف پلی استر در محدوده دمایی 480 تا 500 درجه سانتی گراد مشتعل می شوند، در حالیکه در دماهای پایین تر (250 تا 270 درجه سانتی گراد) ذوب می گردند. برای اینکه الیاف پلی استر قبل از پرز سوزی ذوب نشوند، انرژی باید به صورت شوک تامین شود، و تجزیه حرارتی (پیرولیز) باید شبیه اشتعال انفجاری باشد که بلافاصله باعث بیرون زدگی الیاف از سطح پارچه گردد.
فرآیند آهار زدائی
نخ ها به خصوص نخ های تار طول پارچه، در هنگام بافت پارچه دچار سائیدگی می شوند. به منظور جلوگیری از از هم گسیختگی نخ های تار یا آسیب دیدن آنها به دلیل سائیدگی، نخ های تار پارچه آهار زده می شوند. وجود آهار بر روی پارچه ممکن است باعث سفتی آن گردد و همین امر عمل آوری پارچه با محلول های مختلف را در خلال فرآیندهای رنگرزی و پرداخت دشوار می کند. بنابراین یکی از مراحل اولیه فرآوری مرطوب، حذف آهار و مخلوط های محلول در آب است که به آن عملیات آهار زدائی گفته می شود.
پاره ای از مواد آهار زنی عبارتند از:
- نشاسته های طبیعی برگرفته از سیب زمینی، ذرت، برنج یا نشاسته کاساو.
- نشاسته های اصلاح شده شیمیایی (اترها یا استرها).
- پلیمرهای آلی مثل پلی اکریلات ها، کربوکسی متیل سلولز، متیل سلولز، پلی استرها یا پلی وینیل الکل.
- مواد حل شونده در حلال ها مثل کوپلیمرهای متیل متاکریلات.
حدود 75% از مواد آهار مورد استفاده در سراسر جهان از نشاسته و مشتقات آن تشکیل شده اند، زیرا هم قیمت این مواد مناسب است و هم به عنوان یک ماده آهار اثربخشی خوبی بر روی محصولات سلولزی دارند. پاک کردن نشاسته از روی سطح پارچه کار بسیار مشکلی است، چون نشاسته ها در آب و محلول های پاک کننده معمولی حل نمی شوند. حذف نشاسته قبل از شستشو (لکه شویی) باعث می شود تا کار لازم برای تمیز کردن پارچه در فرآیندهای تمیز کاری بعدی به حداقل برسد؛ بنابراین در فرآیندهای شستشو و سفید کاری بعدی به مواد شیمیایی با غلظت پایین تری نیاز خواهد بود.
در شرایط مطلوب می توان نشاسته را به تدریج به محصولات زیر (که حلالیت آنها در آب متفاوت می باشد) هیدرولیز کرد:
نشاسته (نامحلول) ← دکسترین (نامحلول) ← دکسترین (محلول) ← مالتوز (محلول) ← a – گلوکز (محلول)
در فرآیند آهار زدائی، واکنش هیدرولیز تا مرحله دکسترین محلول انجام می شود و به منظور جلوگیری از تخریب سلولزی واکنش تا مرحله a – گلوکز این واکنش انجام نمی گیرد.
روش های آهار زدائی نشاسته را می توان به شرح زیر طبقه بندی کرد:
1- روش های آبکافتی (هیدرولیتیکی)
الف – آهار زدائی به روش تخمیری – در این روش پارچه با آب گرم آغشته (40 درجه سانتی گراد) می شود و تقریباً به صورت 100% فشرده می گردد. سپس پارچه به مدت 24 ساعت در دمای 35 تا 40 درجه سانتی گراد قرار می گیرد و یا اینکه یک شب در دمای 60 درجه در فضای باز یا در داخل یک جعبه سرباز می ماند.
ب – آهار زدائی به روش اسیدی – در این روش پارچه با محلول اسیدی 2.5 g/L در دمای اتاق (30 درجه سانتی گراد) آغشته شده و به مدت 6 تا 8 ساعت انبار می شود.
ج – آهار زدائی آنزیمی – در این روش پارچه با آنزیم a- آمیلاز (Bactosol TK liq) و 1 تا 2 g/L تری سدیم فسفات (pH 5.8-9) و مواد مرطوب کننده آغشته می شود. سپس به مدت 8 تا 12 ساعت در دمای اتاق قرار گرفته و پس از آن تحت شستشوی گرم و سرد قرار می گیرد.
2- روش های اکسایشی
الف – آهار زدائی کلری – در این روش ممکن است پارچه با محلول رقیق هیپوکلریت سدیم یا پودر سفید کننده که حاوی 1.5 تا 2 g/L کلر است آغشته گردد، سپس چلانده شده و به مدت 1 ساعت در دمای 30 درجه سانتی گراد نگهداری شود. در مرحله بعد پارچه شسته شده و کلر زدائی می گردد.
ب – آهار زدائی کلریتی – در این روش کلریت سدیم با غلظت 10 g/L کافی است تا ظرف 1 ساعت محلول آهار زدائی آماده شود. ممکن است سدیم کلریت توسط مخلوطی از اسید استیک و استات سدیم (با pH تنظیم شده بر روی 4) در دمای 80 درجه سانتی گراد فعال شود و یا اینکه با سولفات آلومنیوم (مقدار برابر کلریت) در حالت جوش فعال گردد.
ج – آهار زدائی برمیتی – در این روش پارچه با 0.3% سدیم برمیت، یک ماده مرطوب کننده غیر یونی و 0.1% کربنات سدیم در دمای اتاق آغشته می شود. پس از اینکه پارچه با این مواد آغشته گردید به مدت 6 تا 20 دقیقه در دمای اتاق یا دمای اندکی بالاتر نگهداری می شود. سپس پارچه شسته شده و با محلول سود سوز آور عمل آوری شده و دوباره شسته می گردد. بهترین pH برای روش آهار زدائی برمیتی برابر با 10 است.
د- ترکیبات پروکسی – استفاده از پرسولفات سدیم یا پر اکسید هیدروژن نیز برای این کار پیشنهاد شده است، اما تا به امروز استفاده تجاری از آنها بسیار کم بوده است. پارچه ای که قرار است با پروکسید هیدروژن در دمای 60 درجه سانتی گراد یا بالاتر با احیای 80 تا 100 درصد اشباع شود؛ ترجیحاً با سورفکتانت ها (به دلیل نفوذ بیشتر) بهتر اشباع می گردد. سپس پارچه به مدت 8 تا 10 دقیقه بخار داده می شود. در مرحله بعد بهتر است از 2% o.w.m سود سوز آور استفاده گردد، اما می توان برای ادغام آهار زدائی و تمیز کاری آن را تا 6% هم افزایش داد.
تمیز کاری و سفید کاری
فرآیندهای آماده سازی تمیز کاری و سفید کاری باید قبل از فرآیند رنگرزی انجام شوند. انجام تمیز کاری قبل از رنگرزی ضروری است، اما ممکن است برای پارچه هایی که دارای سایه رنگ تیره هستند لازم نباشد. فرآیندها برای پارچه و نخ یکی هستند، فقط ماشین آلات مورد استفاده برای پارچه و نخ متفاوت می باشند. در مورد دسته های کوچک پارچه در استوانه های تارکشی و ماشین های رنگرزی ژیگر (jiggers)، فرآیندهای شستشو و سفید کاری در همان دستگاه ها انجام می شود. اما این کار برای دسته های بزرگ تر پارچه امکان پذیر نیست و این فرآیندها قبل از رنگرزی باید به صورت جداگانه انجام شوند. فرآیندهای تمیز کاری و سفید کاری لازم نیست به اندازه فرآیند رنگرزی دقیق باشند. در قرن گذشته این فرآیندها در ماشین های مخصوصی مانند پاتیل (Kier)، ماشین سفیدگری جی باکس (j-box)، ماشین بخار لوک یا ماشین فشار لوک در حجم های زیاد (تن) انجام می گرفتند.
پاتیل (دستگاه کی یر) یک ظرف استوانه ای بزرگ بسته است که سوراخ هایی در قسمت پایینی دارد. پارچه به صورت یکنواخت در داخل آن چیده می شود و یک مایع پاک کننده بسیار داغ تحت فشار بسیار بالا یا فشار اتمسفریک طی ساعت های متمادی در داخل آن جریان پیدا می کند.
دو ماشین دیگر ماهیتی پیوسته دارند. شکل ماشین سفید گری جی باکس به صورت حرف J است. در این دستگاه پارچه با مواد تمیز کاری آغشته شده و با سرعت ثابتی از محفظه از پیش گرم شده دستگاه عبور می کند به گونه ای که پارچه به شکل ریسمان در مدت زمان مشخصی در محفظه (دوره توقف) در فشار اتمسفریک نگهداری می شود. به دلیل اینکه در روند عمل آوری با این دستگاه، هوا (اکسیژن) وجود دارد، روند تمیز کاری پارچه بسیار سریع تر از دستگاه کی یر انجام می شود. در ماشین بخار لوک یا ماشین فشار لوک پارچه در مدت زمان بسیار کوتاهی از عرض باز محفظه تحت فشار عبور می کند. اکنون همه این ماشین آلات به دلیل مشکلات ذاتی که داشته اند اهمیت خود را از دست داده اند؛ یکی از مهمترین این ایرادات تمیز کردن پارچه به صورت غیر یکنواخت است.
دستگاه اشباع یا اشباع کننده (شکل 2) بخش بسیار مهمی از محدوده سفید کاری است. در این دستگاه باید پارچه باید به صورت یکنواخت و سریع با مواد عمل آوری شیمیایی آغشته شود. متداول ترین بخش کاربردی روش سفید گری عرض باز، یک جعبه مجزا با 4 یا 6 حوضچه و گیره است که قبل از چلاندن نهایی پارچه به اندازه رطوبت مورد نظر مورد استفاده قرار می گیرد. واحدهای اشباع که دو مرحله ای هستند نیروی اولیه اشباع را با استفاده از غلتک های 10 تنی به پارچه وارد می کنند و در سری دوم غوطه ور کردن پارچه قبل از آب گیری آن، فشار با غلتک های 5 تنی به پارچه وارد می شود.
فرآیندهای سفید کاری عرض باز (open-width bleaching) در سال های اخیر با سرعت بالایی توسعه پیدا کرده اند. این فرآیندها به خصوص در مورد پارچه های ترکیبی پلی استر و پنبه که نسبت به چین خوردگی بسیار حساس هستند از اهمیت بیشتری برخوردارند. کیفیت کالاهای فرآوری شده ممکن است به دلیل عدم یکنواختی گرما در این دستگاه ها پایین بیاید و این در حالی است که مصرف انرژی این دستگاه ها نیز بسیار زیاد است. به هر حال این ماشین ها انقلابی در فرآیندهای سفید کاری ایجاد کرده اند، زیرا زمان عمل آوری را به شکل قابل ملاحظه ای کاهش داده اند.
ماشین های بخار غلتکی که دارای ظرفیت 50 تا 200 متر هستند، به دلیل گرم شدن سریع و یکنواخت واکنش سریعی دارند. در سیستم های بخار غلتکی پارچه اشباع شده در خلال یک سیستم بخار بسته از میان تعدادی غلتک عبور داده می شود. این دستگاه برای پارچه هایی مناسب است که مستعد چروک شدن هستند. اما مشکل این دستگاه ها هزینه بالای مواد شیمیایی و هزینه زیاد تعویض مکرر قطعات مختلف ماشین است. در ماشین های بخار نقاله ای که دارای ظرفیت 200 تا 500 متر هستند پارچه تا زده شده به آرامی و بدون اینکه کشیده شود بر روی نوار نقاله حرکت می کند. از آنجاییکه مدت زمان عمل آوری پارچه با این دستگاه ها طولانی تر است، پارچه به شکل موثرتری مواد شیمیایی را به خود جذب می کند. دستورالعمل تمیز کاری و سفید کاری پارچه های پنبه ای در سه ماشین بخار پیوسته با دوره های مختلف توقف در جدول زیر ارائه شده است.
دستورالعمل تمیز کاری و سفید کاری برای سه ماشین بخار پیوسته
|
مواد شیمیایی (g/L) |
زمان توقف در ماشین بخار برحسب دقیقه | ||
| 20 تا 30 | 10 تا 15 | 2 تا 3 | |
| تمیز کاری | |||
| سود سوز آور | 20 تا 30 | 30 تا 40 | 8 تا 100 |
| پشتیبانی تمیز کاری | 3 تا 8 | 5 تا 10 | 10 تا 15 |
| عامل مرطوب کننده | 2 تا 3 | 2 تا 3 | 2 تا 3 |
| سفید کاری | |||
| H2O2 (35%) | 20 تا 30 | 30 تا 40 | 40 تا 60 |
| سیلیکات سدیم | 5 تا 10 | 12 تا 15 | 15 تا 20 |
| سود سوز آور | 4 تا 6 | 5 تا 7 | 6 تا 8 |
| عامل مرطوب کننده | 0.5 | 0.5 | 0.5 |
اکثر تاسیسات اخیر، ترکیبی از ماشین های بخار غلتکی – نقاله ای هستند. بخش های نقاله و گرمکن غلتکی بزرگ که برای جلوگیری از چین خوردن بسته بندی ها مورد نیاز هستند می توانند به صورت جداگانه یا پشت سر هم مورد استفاده قرار بگیرند. در این تاسیسات ممکن است مسیر پارچه بدون نخ کشی مجدد تغییر کند. بنابراین با توجه به زمان توقف، این دستگاه ها از حداکثر انعطاف پذیری لازم برخوردار هستند. برای اطمینان از اینکه سطح پارچه آنقدر گرم شده که به صورت کاملاً صاف و بدون چین خوردگی واکنش نشان دهد، پارچه قبل از اینکه وارد اتاقک گرما گردد از چندین غلتک عبور داده می شود. پس از رسیدن این روش به ثبات، پارچه به صورت موجی بر روی نقاله ای که متشکل از تعداد زیادی غلتک های محرک است و همگی نزدیک به هم هستند، حرکت می کند. چندین نقاله که بستر غلتکی نیز نامیده می شوند توده پارچه را به صورت مداوم در حرکت نگه می دارند؛ به صورتیکه چین های پارچه هرگز آنقدر در یک موقعیت ثابت نمی شوند که به یک چین دائمی تبدیل گردند. تمامی قسمت های زیرین توده پارچه هرگز زیاد با سطح غلتک تماس پیدا نمی کنند که کاملاً خشک شوند. به این نوع از ماشین های بخار، ماشین های بخار بستر غلتکی نیز گفته می گویند.